The effect of contaminants during recycling
In a recycling company, in a scrap yard or in the separation of scrap in the transformer yet, contamination with other plastics may occur during the process. But contamination should not always be a major concern, since the contaminant is from the same family of the main polymer and the proportion does not exceed about 8% (only reference) there will be no major changes in the process.
In the case of plastics from different families, contaminant characteristics such as processing temperature, fluidity, mechanical strength and especially its chemical structure should be observed.
Polyethylene, for example, fits well with most other thermoplastics because of its simple chemical structure and easy processing. It can even be used as a base polymer for general purpose masterbatch production (applied to different types of plastics).
Polyacetal, on the other hand, does not do well with virtually anyone due to the oxygen in its structure, the sensitivity to degradation and high fluidity.
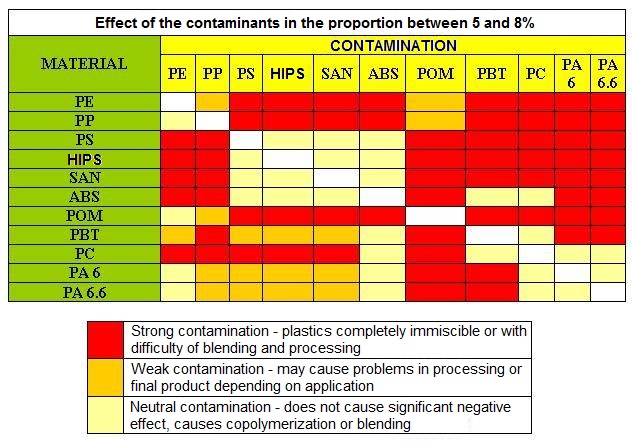
The table below gives an idea of the effect of each contaminant on the polymer being worked on, based on industrial experience and theoretical knowledge. From it we can analyze if it is worth or not to run in the extruder one milled with contamination between 5 and 8%.
POLYETHYLENE (PE)
As a basis: it does not work well as a "matrix" for other thermoplastics because its low processing temperature does not allow contamination with higher melting point plastics to be dispersed in the polymer mass.
As a contaminant: it does not usually cause major problems, except for styrenics that lose their luster, mechanical resistance and have stains when contaminated with polyolefins such as PE. In the polyacetal causes copolymerization, giving some positive properties to the material; While in polyamides, improves the visual appearance by camouflaging the glass fiber, while sacrificing mechanical properties.
POLYPROPYLENE (PP)
As a base: it accepts your brother polyethylene well and depending on the fluidity (for injection) still accepts the smelly polyacetal. Otherwise, it behaves like polyethylene.
As a contaminant: just as PE causes more problems in styrenics, but is not as well accepted in polyacetal or polyamides.
POLYSTYRENE (PS)
As a base: it does not accept non-family plastics (styrene) and has improved impact resistance when contaminated with PSAI, SAN or ABS.
As a contaminant: it has great ability to ruin most of the non-styrene polymers present in the above table. It increases the brightness and facilitates the processing of any other styrene, on the other hand it increases stiffness and can cause the material to become brittle.
HIGH IMPACT POLYSTYRENE (HIPS)
As a base: do not accept non-family plastics (styrene). When contaminated with PS, it may lose its goal of having greater impact resistance, and when contaminated with the SAN it may acquire properties close to ABS.
As a contaminant: it causes the same damage as common PS in non-styrenic polymers, but does not cause major changes in ABS or SAN.
STYRENE-ACRYLONITRILE (SAN)
As a base: do not accept non-family plastics (styrene). When contaminated with PS can become brittle and when contaminated with ABS loses its translucency.
As contaminant: it causes the same damage as the common PS in non-styrene polymers; in ABS and PS improves its thermal and chemical resistance.
ACRYLONITRILE-BUTADIENE-STYRENE (ABS)
As a base: do not accept non-family plastics (styrene). When contaminated with PS or SAN it loses impact resistance, but it gains brightness and with the SAN has its thermal and chemical resistance improved.
As a contaminant: it damages PE and PP, increases the mechanical resistance of other styrenics and can be blended with PC, PBT and PA's.
POLYACETAL (POM)
As a base: it accepts polyethylene well, forming a copolymer; PP-based masterbatches can also be used in polyacetal in some applications. It does not accept styrenic polymers in any way.
As a contaminant: it disables any thermoplastic, requiring a strict separation of the materials prior to extrusion or injection.
POLYBUTYLENE TEREPHTHALATE (PBT)
As a base: it accepts the styrene, it is also commonly blended with ABS and also forms a blend with the PC. There is research on its blending with polyamides, but its production is complicated, requiring compatibilizers and is not of industrial interest.
As a contaminant: the major problem of contamination with PBT is its high melting point (~433°F/223°C), above most of the thermoplastics in the table.
POLYCARBONATE (PC)
As a base: it accepts blends with ABS, PBT and PA's. ABS/PC blends are widely used in the automotive industry.
As a contaminant: it damages polyolefins and styrene. Small amounts of PC in ABS during extrusion accumulate on the filter screen due to the higher melting point, causing increased pressure in the extruder barrel. For most polyamide applications PC contamination does not cause major problems as long as the base-contaminant mixture is well homogenized.
POLYAMIDES 6 and 6.6 (PA)
As a base: it does not accept polyacetal in any way and presents problems even during extrusion if contaminated by PBT (spaghetti overflow). It may also present processing difficulties if contaminated by styrenics with low mechanical resistance, such as PS. Accepts the polyolefins well, especially the PE, forming the blender popularly known as "polynylon".
As a contaminant: it disrupts most thermoplastics because of its high melting point.
Bibliography:
HARPER, Charles A.; PETRIE, Edward M. Plastics Materials and Process: A Concise Encyclopedia. Hoboken: John Wiley & Sons, Inc., 2003.
WIEBECK, Hélio; HARADA, Júlio. Plásticos de Engenharia: Tecnologia e Aplicações. São Paulo: Artliber Editora, 2005.
© 2010-2025 - Tudo sobre Plásticos.
All rights reserved.
Home
-
Privacy policy
-
Contact